国内外研究现状
红外热成像无损检测技术的开发和应用受益于20世纪热成像设备的发展。1964年,二次世界大战后,美国德克萨斯仪器公司首次研制成第一代军用红外热像设备。1965年,瑞典开发研制了具有温度测量功能的红外成像装置,称为热像仪。
1978年,美国德克萨斯仪器公司又研制成功世界上第一个非制冷红外热像系统。20世纪90年代中期,美国FSI公司研制出新一代焦平面热像仪。随着焦平面热像仪的发展及应用,红外热波技术进入了快速发展的阶段,在无损检测领域中的重要性逐渐显示出来。
美国韦恩州立大学是最早从事该项技术的研究单位之一,一直处于该领域的前沿,在光脉冲、超声激励红外热成像方面取得了很多实际有用的研究成果。此外,英国巴思(Bath)大学、英国无损检测协会、德国斯图加特大学、法国Cedip公司、加拿大Laval大学、俄罗斯、澳大利亚等国都在致力于该项技术的研究,并广泛应用于飞机复合材料构件内部缺陷及胶接质量的检测、冲击损伤检测以及蒙皮铆接质量检测等。
国内,受热像仪发展的限制,红外热波无损检测技术的研究起步较晚。前期工作主要局限在传统被动式红外热成像检测,扫描、非制冷热像仪占据市场主导,其温度分辨率和采集频率无法满足捕捉快速变化温场的需要。
随着焦平面制冷型热像仪的发展和引进,主动式红外热成像无损检测技术近十几年才逐渐发展起来。主要研究单位有首都师范大学、北京航空航天大学、北京理工大学、哈尔滨工业大学、西北工业大学、南京大学、南京航空航天大学、航空材料研究院、中国民航科学技术研究院等各大高校和科研院所。在热波检测理论、热激励方法、缺陷尺寸和深度的定量研究等方面取得了一些进步,逐渐将其应用于航空航天、风力发电、汽车制造等领域,并制定了相关的国家标准,如,无损检测-闪光灯激励红外热像法。
发展概况:
自20世纪70年代中期光声效应研究复苏以来 , 随着现代光声学科的发展 , 光热效应研究相应发展起来, 因为光声效应可以看作是光热和热声两个效应组合的结果。光热效应检测有多种方法 , Buse等提出利用强度调制的激光引起样品温度升高而产生红外辐射, 利用红外光电器件接收这红外辐射 , 称为光热辐射技术。由于光束聚焦照射于样品, 光束必须扫描才能检测样品的不均匀结构 (如亚表面的缺陷), 这是很初步的光热检测实验。
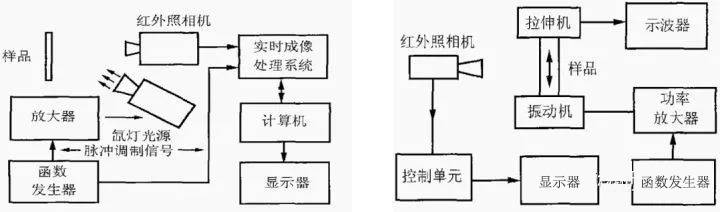
另一方面 , K u等提出利用氛灯闪光光源作为激发源, 光束大面积照射在测试的样品 (机件) 上 , 样品吸收脉冲光能而产生热波,并发出红外辐射, 利用红外视频照相机接收样品发出的红外辐射, 可以使样品表面(或亚表面)的温度分布实时成像, 其成像装置如图l 所示。如果样品结构不均匀 , 则引起表面(或亚表面)的温度分布不均匀, 因此可以检测样品的缺陷、杂质或其他不均匀结构, 亦称为光热红外成像技术。其优点是可以非接触式、实时地进行较大面积的检测。缺点是灵敏度和信噪比不是很 高, 因为微小的不均匀结构对光 的吸收、以及随之产生的热量与本底差异不是很大。为了提高灵敏度和信噪比, 必须使光源强度加大 , 所以常常需要用多个千瓦级的氛灯同时照射样品,或者采用锁相( Lock-in) 或积分平均(Boxcar)技术, 以改善信噪比。但是这样降低了成像速度,不利于实时成像。
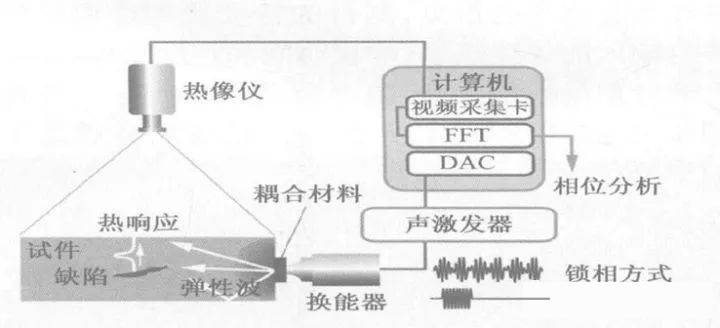
进一步,Buse等提出利用低频调幅的超声波作为激发源, 作用于样品使样品加热,同时用红外照相机检测样品表面的温度分布,如图2所示。如果样品结构不均匀, 引起超声波的附加吸收,使表面温度不均匀分布。由于超声波能在样品中传播很远距离, 红外照相机有相当大的视场,可以比较方便地对样品进行实时无损检测。其缺点是振幅调制的超声波能量小,检测灵敏度较低。
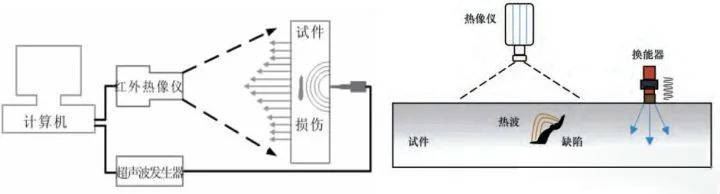
超声红外热成像技术的检测原理
超声红外热像技术是超声波发生器产生电信号传送至超声枪,超声枪产生短脉冲( 50~200 ms) 、低频率( 20~40 kHz)的超声波作用于物体表面,超声波经过界面耦合在物体中传播。遇到裂纹、分层等损伤时,在超声波的激励下介质损伤两界面间发生接触碰撞,质点间的摩擦作用使超声波产生的机械能转化为热能,从而使损伤处及相邻区域的温度明显升高,其对应表面温度场的变化可用红外热像仪观察和记录。
在超声波作用的过程中,材料内部界面贴合型损伤的界面间发生接触、滑移、分离等相互作用。
超声红外热成像技术特点
超声红外热成像无损评估综合应用超声激励和红外热成像技术来对材料或结构的缺陷进行鉴别,尤其对金属材料和陶瓷材料的表面及近表面裂纹,复合材料的浅层分层或脱粘等的检测非常有效。因此利用其超声红外热成像特定的振动激励源来促使材料或结构内部产生机械振动(弹性波传播), 使其缺陷部位(裂纹或分层)因热弹效应和滞后效应等原因导致声能衰减而产生释放出热能,最终引起材料局部温度升高。通过红外热像仪对材料局部发热过程进行捕捉和采集,就可以借助于时序热图像对材料或结构内部的缺陷进行判别。
热效应的产生是由于声波在材料中传播时在内部缺陷两个异质界面上的振动不一致所造成的,例如封闭裂纹将会由于裂纹内表面的摩擦或者其他不可逆的相互作用而成为平面热源。如果裂纹延伸方向与表面相交,在红外热像仪上热源首先会形成一条线,随后就会变得模糊不清而且热区域会慢慢向外扩散。当超声脉冲激励源停止后,目标区域的温度将会像普通热辐射过程一样逐渐降低。
除了能够对微小裂纹进行检测外,超声红外热成像无损评估技术还能应用于其他类型的缺陷测,如复合材料的内部分层或脱粘等。该技术除了对裂纹的检测速度非常快(仅需数秒)、信噪比好和灵敏度高外,对更深的内部分层或裂纹的检测方面优于其他传统技术如超声波检测和脉冲红外热成像检测等方法。
超声红外成像技术与其他无损检测技术比较
与其他无损检测技术相比,超声红外热像技术具有显著的优点:
1.检测速度比较快,一般在热激励开始后1~2s以内就能在热图中观察到缺陷的存在;
2.热激励引起的温升现象仅发生在缺陷存在的位置,因此红外热图中缺陷与周围的对比度较高而且检测安全性相对较高;
3.检测效果控制比较容易,调节超声激励信号参数(如信号频率、信号幅值、波形等)就可以控制检测效果。基于上述优点,结合波动传播有限元分析理论,超声红外热像技术结构无损检测领域成为研究热点,在金属材料表面缺陷检测以及复合材料的内部缺陷(如脱层)检测中具有良好的应用前景。
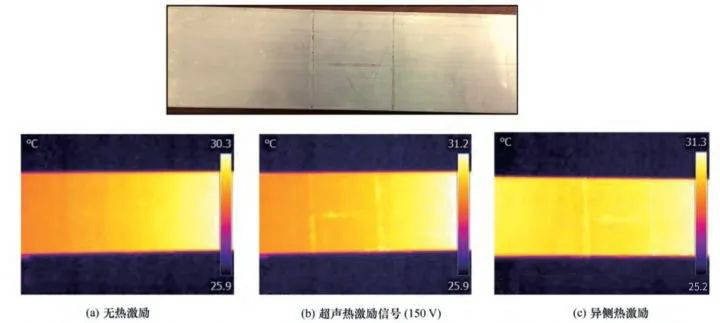
超声红外热成像技术检测金属铝板
下图显示的是超声红外热成像技术对金属铝板试件裂纹损伤的检测结果。在铝板试件上预制了三条不同方向的裂纹缺陷。检测效果与超声激励信号的幅值成正比关系,在信号幅值超过±80V时即可在红外热图中观察到缺陷的明显特征;当幅值达到150V时检测效果最佳,而此时激励功率仅约为10W,因此本实验系统能够实现低功率超声有效热激励,实验风险非常小。